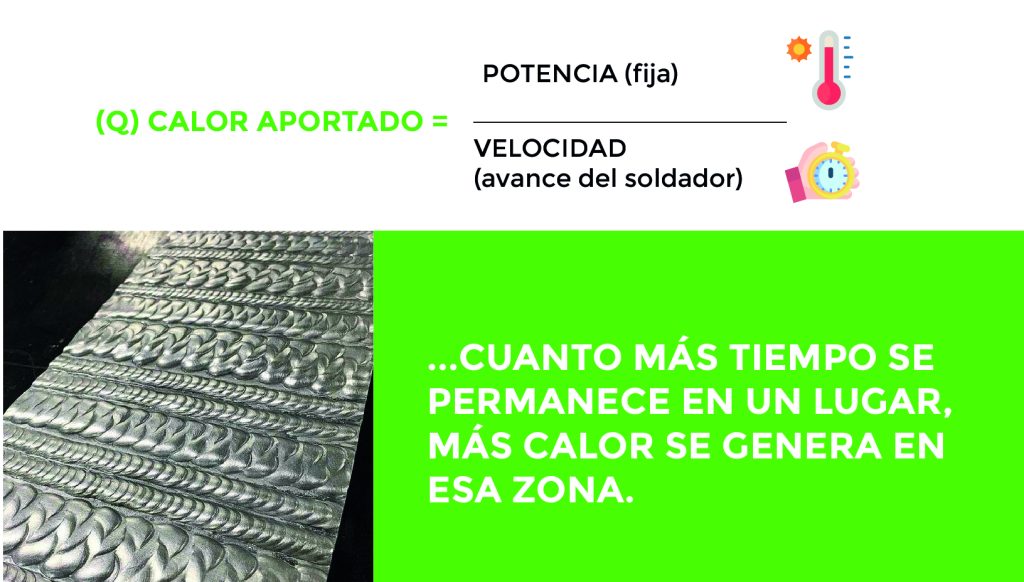
Dicho de otra manera, debe haber una relación equilibrada entre estas dos variables, ya que una potencia de soldadura adecuada pero con una velocidad de avance alta puede generar una fusión incompleta del metal a soldar, debido a que no se le da el tiempo necesario al metal para fundirse.
Puede ocurrir, que la potencia de soldadura sea baja en relación al espesor a soldar, pero que el soldador lo compense con una velocidad de avance más lenta, de aquí se desprende que sea dificultoso generar tablas con parámetros de soldadura porque cada soldador tendrá su “estilo” o su manera de soldar.
Dentro de esa técnica desarrollada por el soldador, se encuentran también los tipos de caligrafía a utilizar.
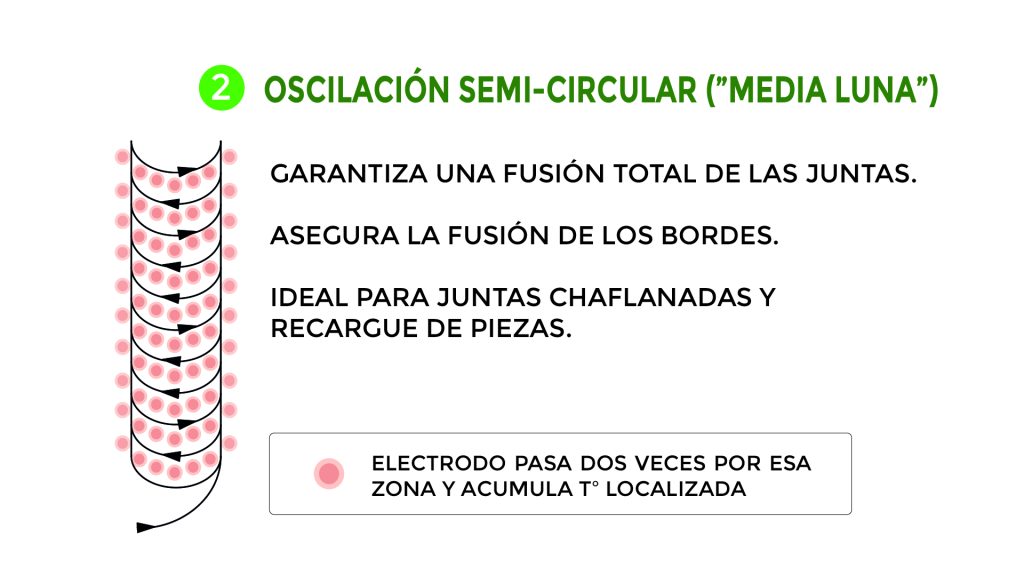
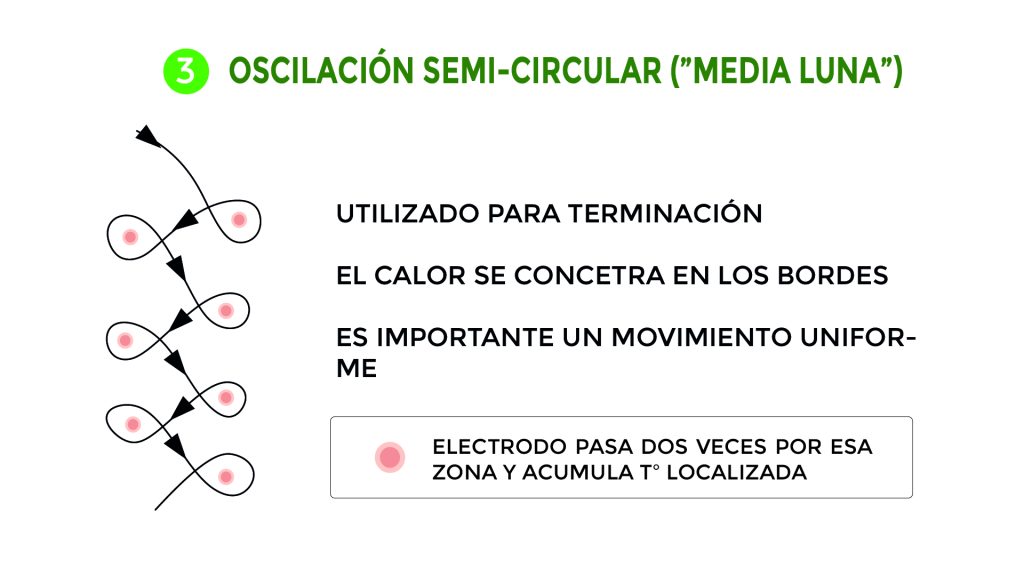
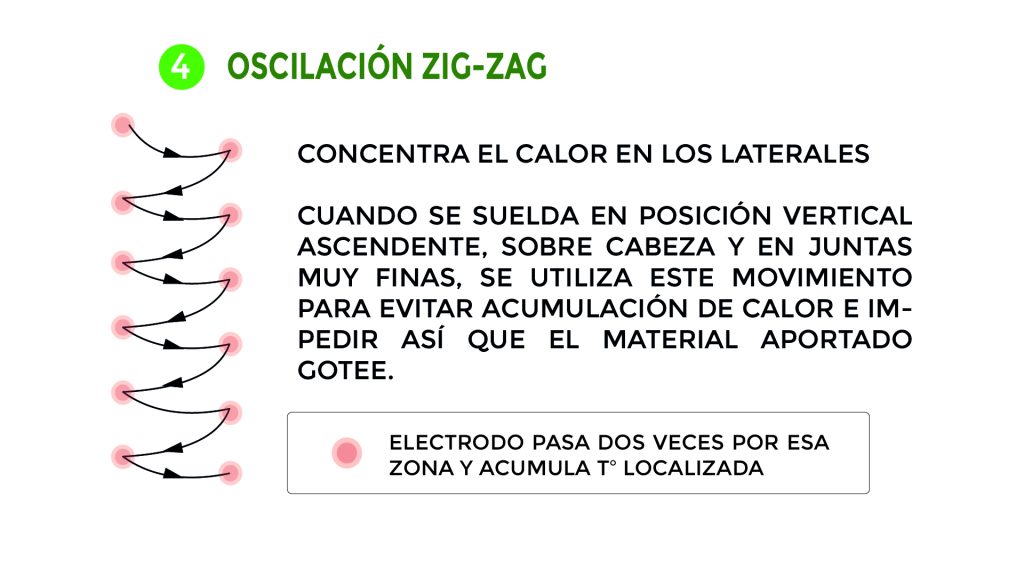
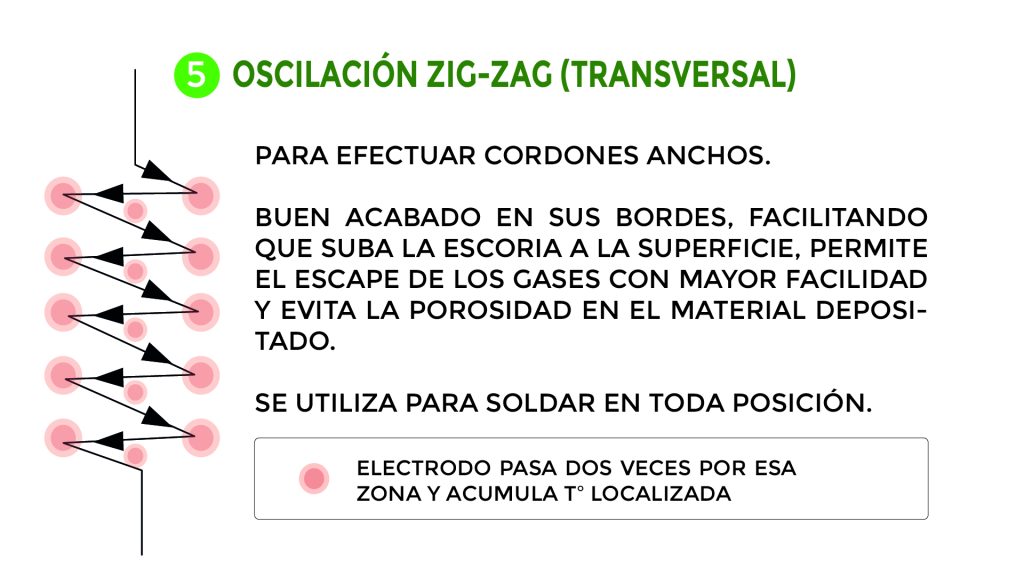
La caligrafía determina la trayectoria que realiza el electrodo a lo largo del cordón de soldadura, y es fundamental ya que define las zonas en las que se depositará mayor temperatura. Esto dependerá principalmente del tipo de unión a soldar y del espesor.
Debemos tener en cuenta que:
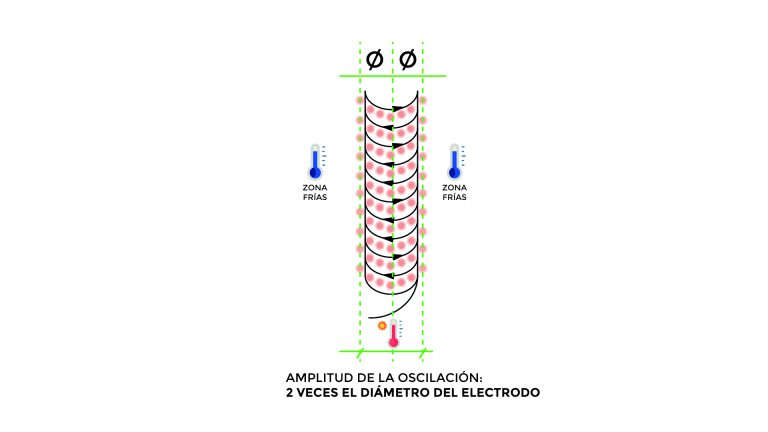
- Es fundamental que la amplitud final de esa trayectoria tenga relación con el diámetro del electrodo a utilizar. Veamos el ejemplo para MMA (Electrodo revestido). Lo que sugerimos para este tipo de soldadura, con oscilación semicircular, es que la amplitud de dicha oscilación no supere el doble del diámetro del electrodo, es decir, si estamos soldando con un electrodo de 2,5mm de diámetro, y tomando una línea imaginaria central en la unión, nuestro desplazamiento debería ser de 1 diámetro del electrodo para cada uno de los lados.
Si este movimiento fuera más amplio, se corre el riesgo de que el electrodo se enfríe y haya una fusión incompleta en el cordón.
- En aquellas zonas donde el electrodo pase dos veces, se acumulará más temperatura.


Hola buen nombre, me llamo gustavo montes, y me compre una rmb 200tr en soldanet, y quisiera saber si es verdad que tiene 2 años de garantía? Y cuando vienen a tucuman