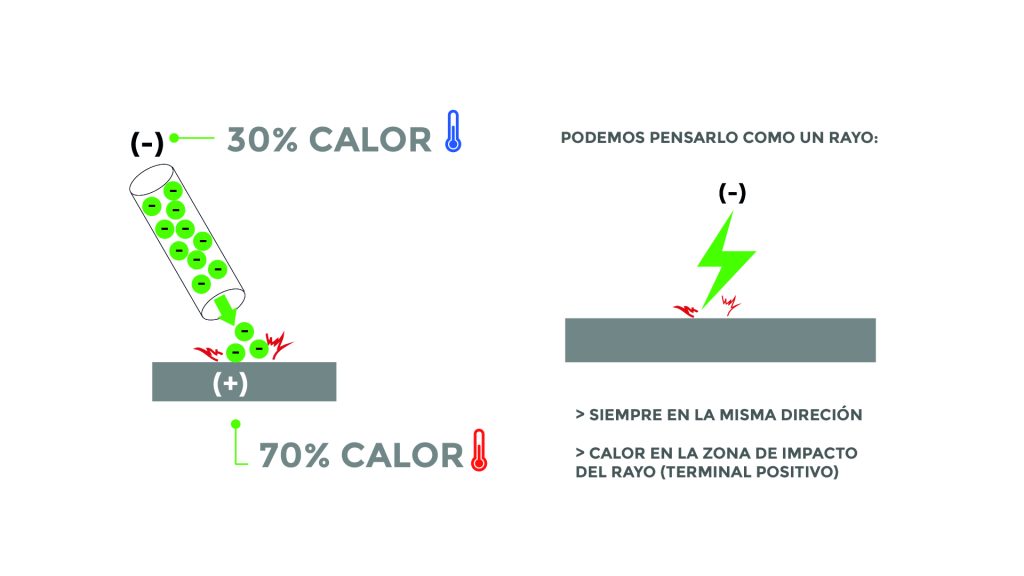
La corriente eléctrica no es ni más ni menos que un flujo de electrones que circulan a través de un material conductor, en nuestro caso un metal. Los electrones, son partículas muy pequeñas de carga negativa que circulan en el interior del metal. Ese flujo, que en apariencia es caótico y desordenado, tiene un sentido de circulación que no varía y siempre va desde el terminal negativo (-) hacia el positivo (+).
Podemos pensarlo como un rayo: los rayos, siempre caen desde el cielo (-) hacia la tierra (+), nunca ocurre al revés. Siguiendo con esta analogía, podemos decir que en el lugar donde impacta el rayo (conjunto de electrones), se concentra la mayor cantidad de temperatura debido a la descarga de energía que se produce en esa zona.
En el caso de la soldadura con equipos inverter, los cuales trabajan con corriente continua, ocurre lo mismo. El hecho de que estos equipos brinden la posibilidad de conectar la maza y la torcha en cualquier de los dos acoples (positivo o negativo) no es casual, y podemos entenderlo como un hecho que nos permite elegir el sentido de circulación del “rayo”, es decir del arco eléctrico de soldadura.
Veámoslo así, si en un equipo MMA, se conecta la pinza de maza al positivo(+) y la pinza porta electrodos al polo negativo (-), lo que ocurre es que el haz de electrones irá desde el electrodo hacia la pieza. Al impactar en ésta, el 70% del calor se concentrará allí y el 30% restante en el electrodo. Esto dará como resultado, una mayor penetración en el metal base, y será beneficioso cuando soldemos en espesores gruesos.
Este criterio aplica a todos los proceso de soldadura, y además del criterio térmico que acabamos de mencionar, antes de soldar, se debe conocer a través de las fichas técnicas del fabricante, la polaridad para la que fue diseñado cada material de aporte de los distintos procesos de soldadura. Por ejemplo, el electrodo rutílico ER 6013, puede utilizarse tanto con equipos de corriente alterna como continua y en ambas polaridad, eso los transforma en uno de los electrodos más versátiles en el mundo de la soldadura, en cambio, el electrodo básico ER 7018 debe conectarse siempre con polaridad inversa (electrodo positivo).
Los modos en los que puede figurar esta información son los siguientes:
Para polaridad directa (electrodo negativo):
DCEN (Corriente Continua – Electrodo Negativo) / DC (-)
Para polaridad inversa (electrodo positivo):
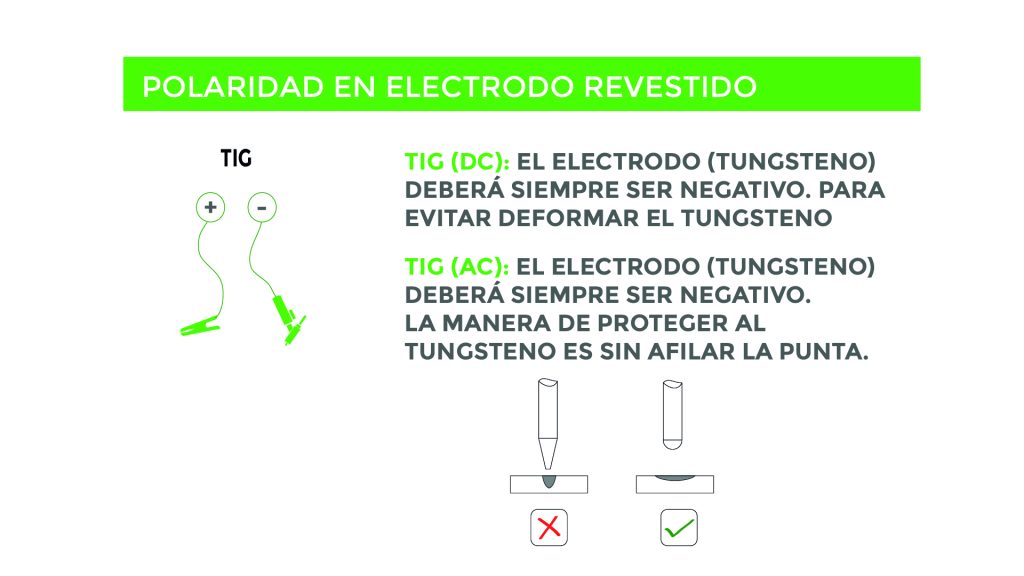
DCEP (Corriente continua electrodo positivo) / DC (+) Polaridad para MMA (Electrodo revestido):


Para los procesos MIG-MAG y FCAW

En en el caso del proceso TIG
Este proceso consiste en la aplicación de una aleación con resistencia superior al mecanismo de desgaste que sufre un componente o pieza. De este modo se obtiene la mayor dureza superficial posible, con el fin de aumentar la vida útil de piezas de máquinas que están sometidas a diferentes mecanismos de desgaste que veremos a […]
En cualquiera de los procesos de soldadura que trabajemos, será necesario contar con una torcha que permita manipular el electrodo que vayamos a utilizar. Repasando conceptos, el electrodo es el elemento encargado de generar el arco eléctrico de la soldadura, el cual es indispensable para llevar a cabo ese proceso. Sin arco eléctrico no hay […]
Entendemos que la torcha es un elemento clave para lograr un proceso de soldadura eficiente, pero con tantas opciones disponibles, puede ser un poco complicado decidir qué torcha TIG se necesita. Por supuesto, es tentador optar por un único enfoque y usar la misma para todo. Seamos honestos… ¡muchos de nosotros hemos estado allí! Pero […]